




产品详情
加气混凝土设备生产线会根据不同工艺要求,用合适型号设备进行配置,发挥其性能。一、加气混凝土砌块设备和产品特点
二、加气混凝土生产工艺
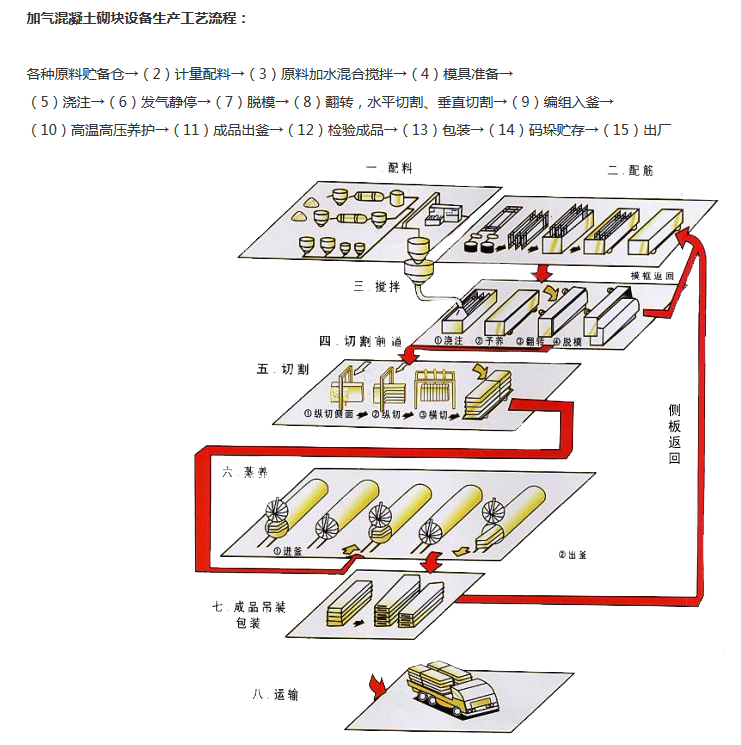
粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具已就位的情况下,即可进行料浆搅拌,料浆在浇注前应达到工艺要求(约40℃),如温度不够,可在料浆计量罐通蒸汽热,在物料浇注前0.5~1分钟加入铝粉悬浮液。
浇注后模具用输送链推入初养室进行发气初凝,室温为50~70℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。
石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇注搅拌机内。
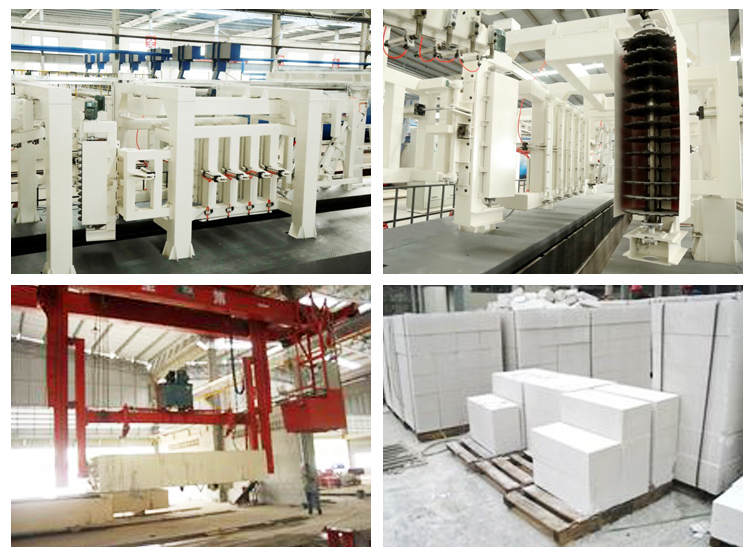
加气块蒸压及成品
坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用桥式起重机吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环。
加气混凝土砌块原材料处理

原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。
加气块配料、搅拌、浇注
切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。
粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入节能球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。























