




产品详情
蒸压加气块设备是以砂子和石灰为主要原料,经磨细配料、搅拌混合、模压成型、蒸压养护而制成的实心砖和多孔砖。蒸压灰砂砖适用于各类民用建筑、公用建筑和工业厂房的内、外墙及房屋的基础,是替代烧结粘土砖的产品。砖的规格尺寸与普通实心粘土砖完全一致。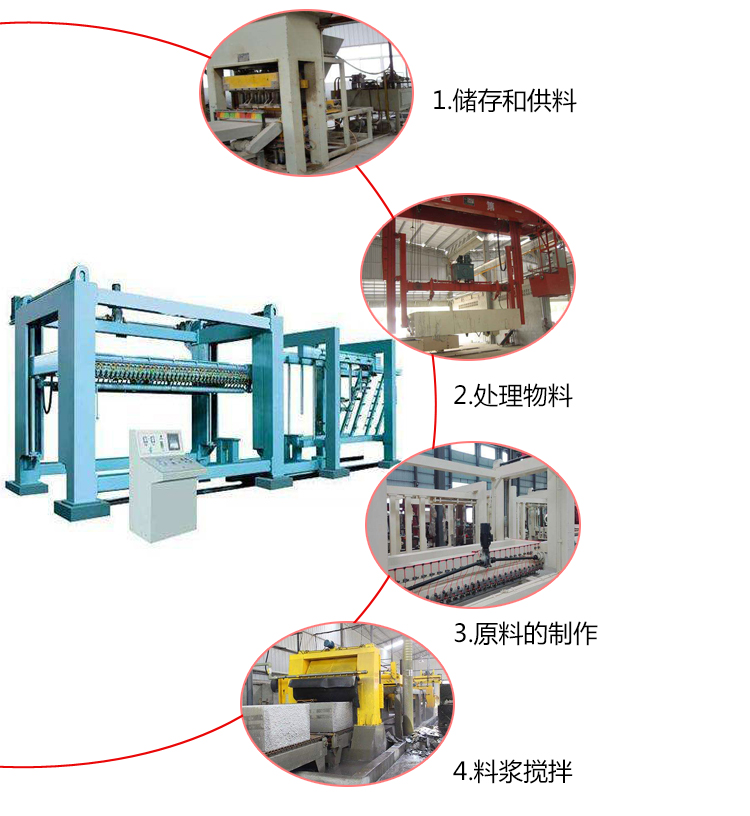

配料搅拌
生产所用原料河砂或粉煤灰、骨料等通过料仓出料,经输送设备进入电子配料计量机计量,然后按一定比例经斗式提升机进入双卧轴强制搅拌机,加水后进行搅拌,制成的混合料进入连续式消解仓消化,消解后的混合料进入轮碾机中进行碾压搅拌,随后混合料用输送机分别送入各个压砖机料斗。
原料处理
粉煤灰蒸压砖生产线是以砂子和石灰为主要原料,经磨细配料、搅拌混合、模压成型、蒸压养护而制成的实心砖和多孔砖。蒸压灰砂砖适用于各类民用建筑、公用建筑和工业厂房的内、外墙及房屋的基础,是替代烧结粘土砖的产品。砖的规格尺寸与普通实心粘土砖完全一致。
压制成型
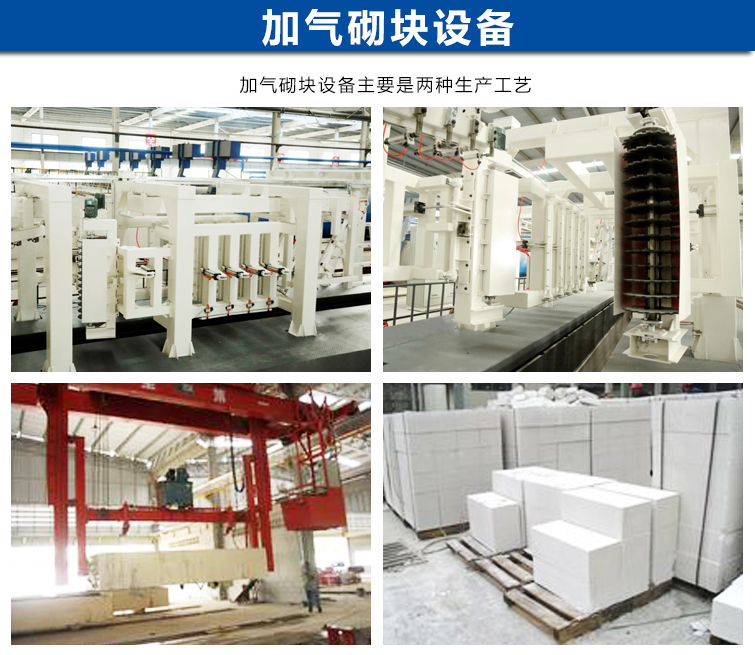
蒸养砖生产线压制成型工艺是整个生产工艺过程中的重要环节,是成品质量达到和超过国家行业标准的关键和基础。经过轮碾的拌和料送入压砖机的料仓,采用自动喂料装置,将制备好的料经主机压制成砖坯,然后经自动码堆机把脱模后的砖坯放在事先预备的蒸养小车上。 成型的压力、压制的速度等对砖的质量影响较大。压砖机的压力小,砖坯不密实; 压制速度快,砖坯内的气体不能很好排出,会造成砖坯分层和产生裂纹。另外压制砖坯的外观质量应达到标准规定的要求。
蒸养摆放
砖坯在蒸压釜内养护分为升温、恒温、降温三个阶段。合理的蒸压养护制度是确保粉煤灰砖质量的前提。码好砖坯的蒸养小车进入预养区,由卷扬机拉入蒸压釜内进行养护,养护结束后由卷扬机将蒸养小车连同制品拉出,用铲车将小车运至成品堆场,同时进行外观检验,分级堆放。
生产所用原料河砂或粉煤灰、骨料等通过料仓出料,经输送设备进入电子配料计量机计量,然后按一定比例经斗式提升机进入双卧轴强制搅拌机,加水后进行搅拌,制成的混合料进入连续式消解仓消化,消解后的混合料进入轮碾机中进行碾压搅拌,随后混合料用输送机分别送入各个压砖机料斗。
原料处理
粉煤灰蒸压砖生产线是以砂子和石灰为主要原料,经磨细配料、搅拌混合、模压成型、蒸压养护而制成的实心砖和多孔砖。蒸压灰砂砖适用于各类民用建筑、公用建筑和工业厂房的内、外墙及房屋的基础,是替代烧结粘土砖的产品。砖的规格尺寸与普通实心粘土砖完全一致。
压制成型
蒸养砖生产线压制成型工艺是整个生产工艺过程中的重要环节,是成品质量达到和超过国家行业标准的关键和基础。经过轮碾的拌和料送入压砖机的料仓,采用自动喂料装置,将制备好的料经主机压制成砖坯,然后经自动码堆机把脱模后的砖坯放在事先预备的蒸养小车上。 成型的压力、压制的速度等对砖的质量影响较大。压砖机的压力小,砖坯不密实; 压制速度快,砖坯内的气体不能很好排出,会造成砖坯分层和产生裂纹。另外压制砖坯的外观质量应达到标准规定的要求。
蒸养摆放
砖坯在蒸压釜内养护分为升温、恒温、降温三个阶段。合理的蒸压养护制度是确保粉煤灰砖质量的前提。码好砖坯的蒸养小车进入预养区,由卷扬机拉入蒸压釜内进行养护,养护结束后由卷扬机将蒸养小车连同制品拉出,用铲车将小车运至成品堆场,同时进行外观检验,分级堆放。
技术参数:
|
名 称 |
单 位 |
规格性能 |
备注 |
||
|
|
|
Dykf4.2M |
Dykf4.8M |
Dykf6.0M |
|
|
生产能力 |
万m3/年 |
10-15万m3 |
20-25万m3 |
30-35万m3 |
年产 |
|
坯体尺寸 |
M |
4.2×1.2×0.6 |
4.8×1.2×0.6 |
6.0×1.2×0.6 |
净 |
|
切割精度 |
Mm |
±3,±1,±1 |
±3,±1,±1 |
±3,±1,±1 |
长宽高 |
|
切割周期 |
Min/模 |
≤5 |
≤6 |
≤6 |
|























